
Imprimir STL Remix do protetor facial Prusa para impressao em modo vaso rapida e eficiente! Modelo 3D - 4236842
Things 3D Fila
Remix do protetor facial Prusa para impressao em modo vaso rapida e eficiente!
Outro
Se você ainda não tem uma máquina para imprimir este arquivo pode comprar uma impressora 3d aqui!
Você pode imprimir este modelo 3d com estes filamentos ou com estas resinas 3D.
Sobre o objeto 3D Remix do protetor facial Prusa para impressao em modo vaso rapida e eficiente!
Este é um arquivo desenvolvido e projetado com ferramenta CAD.
Se você ainda não sabe criar seu próprio modelo 3D eu te ensino neste artigo tutorial sobre Tinkercad.
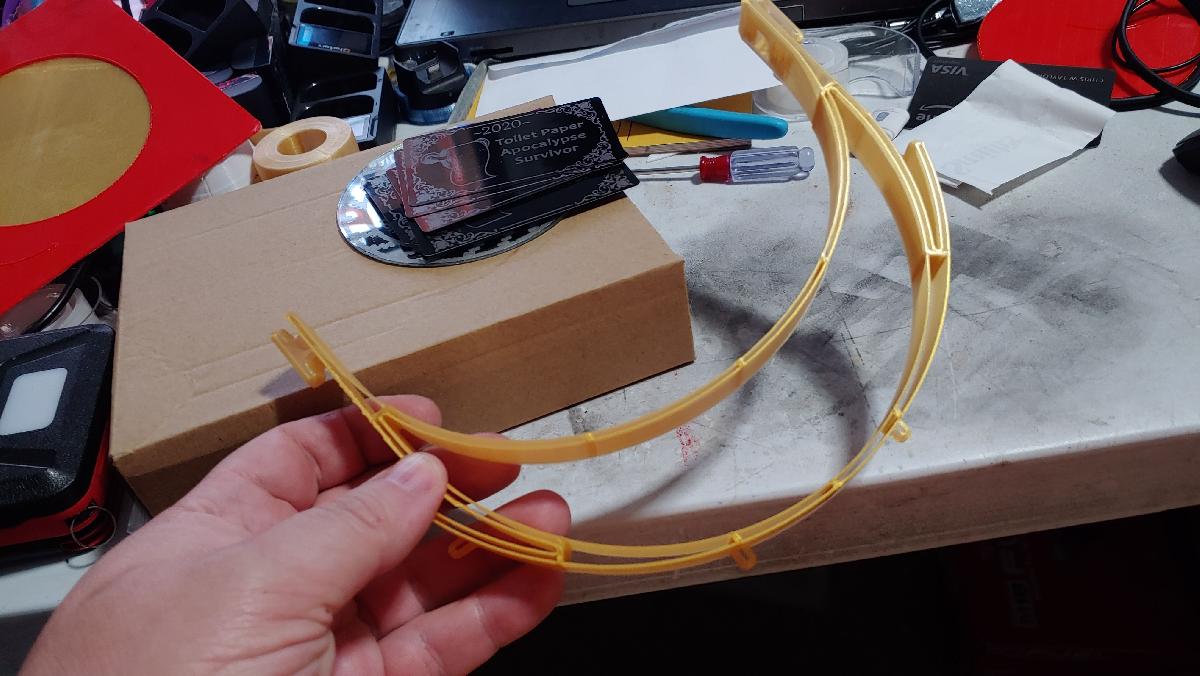
Remix do protetor facial Prusa para impressao em modo vaso rapida e eficiente! foi projetado para Impressora 3D. Esta e uma remix dehttps://www.prusaprinters.org/prints/25857-prusa-protective-face-shield-rc2Projetado para impressao em Modo Vaso!Eu remixei a viseira de headband da prusa para permitir impressao em modo vaso usando 23g de plastico e um tempo de impressao de 61 minutos a uma velocidade de impressao tranquila de 50mm/s em qualquer impressora 200x200 disponivel de forma rapida, forte e limpa.Gcode de amostra incluido para bicos de 0.4 e 0.5mm. (0.6 use o arquivo de 0.5, a EM e suficiente para igualar a um 0.6 de qualquer forma)Isso funciona bem em PLA 3D Fila, mas lembre-se de que a faixa de cabeca e "uso unico" em PLA 3D Fila, pois voce nao consegue realmente limpa-la de forma eficaz e os hospitais provavelmente nao podem aceitar PLA, pois nao conseguem higieniza-lo (alcool, agua sanitaria, etc.)
O modelo 3D que você mencionou é um remix do protetor facial Prusa, projetado com foco na impressão em modo vaso, uma técnica que permite a produção rápida e eficiente de objetos com formas contínuas. Este design específico foi otimizado para ser impresso com um consumo reduzido de material, utilizando apenas 23 gramas de plástico e requerendo apenas 61 minutos de impressão a uma velocidade de 50 mm/s. Isso o torna ideal para fabricantes que buscam entregar protetores faciais em grande escala, atendendo à demanda em contextos como hospitais ou unidades de saúde.### Detalhes do Modelo:
- **Formato de Impressão:** O modo vaso permite que o modelo seja impresso de maneira mais eficiente, com um fluxo contínuo de filamento, gerando camadas finas e, ao mesmo tempo, minimizando o uso de suporte e tempo de configuração.
- **Compatibilidade com Impressoras:** O design é compatível com impressoras 3D de tamanho padrão (200x200 mm), o que torna fácil para muitas impressoras no mercado realizar a impressão sem necessidade de ajustes significativos.
- **Material Utilizado:** A recomendação principal é usar PLA (ácido poliláctico), um material comumente usado na impressão 3D. É importante observar, no entanto, que o uso em ambientes médicos é limitado devido à dificuldade em sanitizar adequadamente o PLA, tornando-o mais adequado para situações de uso único.
- **Gcode Inclusivo:** O autor do remix proporciona Gcode de amostra para bicos de 0.4 mm e 0.5 mm, com uma sugestão de que, para bicos de 0.6 mm, o arquivo de 0.5 é suficiente devido à natureza das impressões em modo vaso.
### Observações Importantes:
- **Uso Único:** A faixa de cabeça projetada deve ser considerada como um item de uso único quando impresso em PLA, devido à sua incapacidade de ser limpa de forma eficaz. Isso é um fator crítico, especialmente em ambientes hospitalares que exigem alto padrão de higiene e segurança.
- **Alternativas de Material:** Para aplicações médicas, pode ser pertinente considerar materiais alternativos que sejam mais fáceis de desinfetar, como PETG ou outros plásticos que permitem a sanitização, caso a necessidade de reuso seja um fator importante.
Esse remix representa uma alternativa interessante para o protetor facial, focando na eficiência de produção, mas sempre com a consideração das necessidades de higiene e segurança em ambientes de saúde.
Não deixe de imprimir e compartilhar este modelo 3d. Não deixe sua impressora 3D parada. Mas se você não tem uma impressora 3D ainda, escolha a sua agora.